
BACKGROUND
National Grid (NG)* needed to divert their existing National Transmission System (NTS) Feeder 13 High Pressure (HP) Pipeline between Guyzance to Pigdon. The diversion was needed in preparation for planned construction works for the realignment and dualling of the A1 Motorway being completed by National Highways, near Morpeth in Northumberland.
The existing Feeder 13 Gas Pipeline, commissioned in 1981, consisted of 1050mm (42”) Nominal Bore (NB) pipe made from grade X60 material, with a standard wall thickness of 14.27mm. It had a Maximum Operating Pressure (MOP) of 84 barg and would have crossed the proposed A1 improvement works diagonally rather than straight-on.

This meant that Feeder 13 did not meet current criteria needed for the IGEM/TD/1, Edition 5 Standard – Steel pipelines for high pressure gas transmission.
Therefore, a new pipeline to meet latest regulations was necessary. This required a much heavier-walled pipe, sufficient depth of cover and a perpendicular crossing of the new A1 Dual Carriageway, a high-density traffic route.
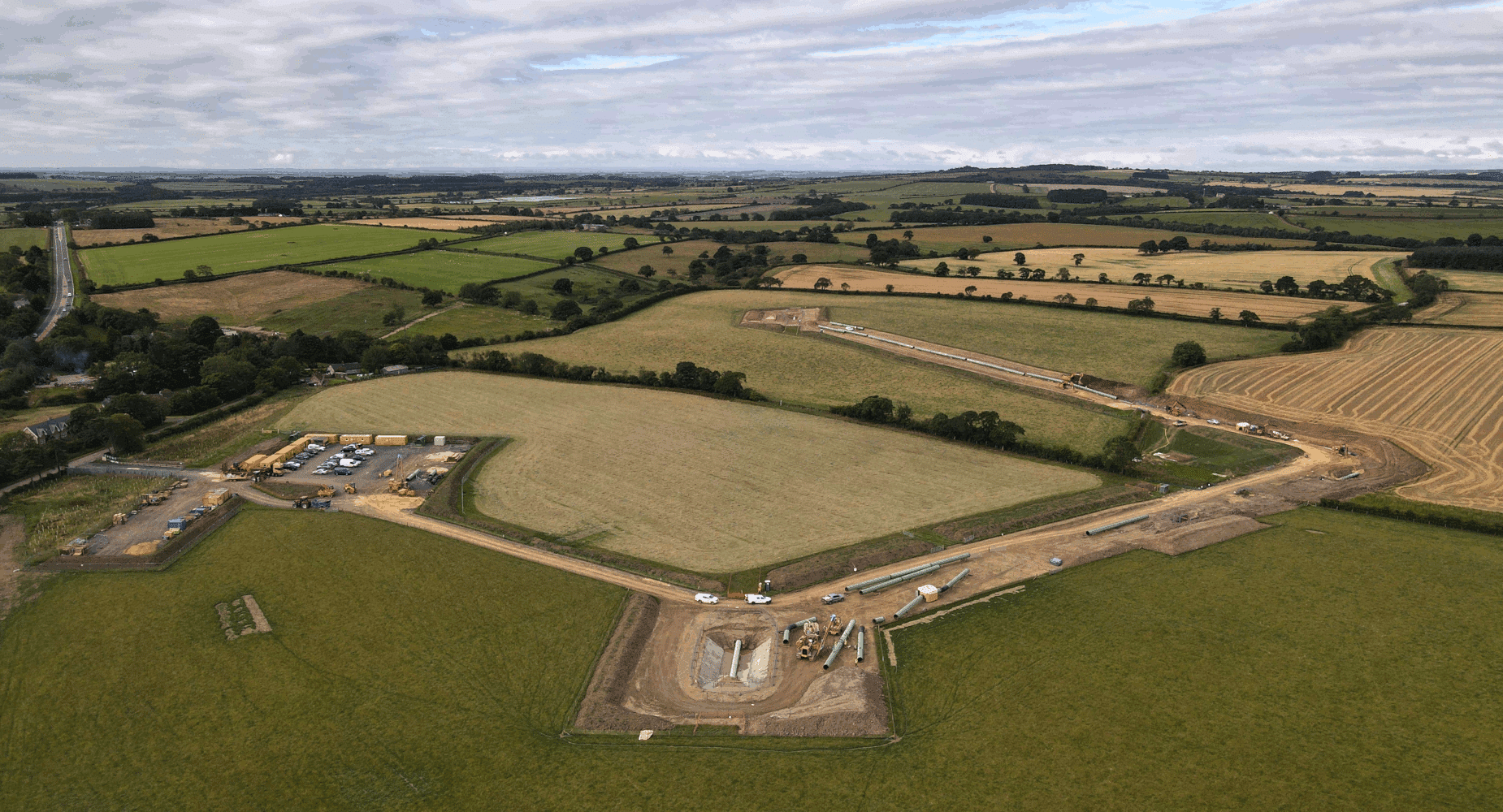
The diversion spanned approximately 630 metres, running East to West over agricultural land, and needed to be completed prior to the start of the A1 improvement works.
* Gas Transmission and Metering operations were separated from National Grid in 2023 and become a new independent company called National Gas which now operates the NTS.
SCOPE
Rayden Engineering Limited (REL) were employed in the role of Principal Contractor, under CDM 2015, to complete all necessary works.
Initial project scope included:
- Construction of new ∼630m long 1050mm (42”) HP Pipeline diversion for Feeder 13 between Guyzance to Pigdon.
- All fabrication, mechanical & installation works.
- All associated Civils, Temporary & Enabling Works.
- Tie-in new Pipeline to Feeder 13 at East & West points into.
- Supply & Installation of Cathodic Protection System.
- Testing & Pre-commissioning of new Pipeline.
- Decommissioning & removal of old redundant pipeline section.
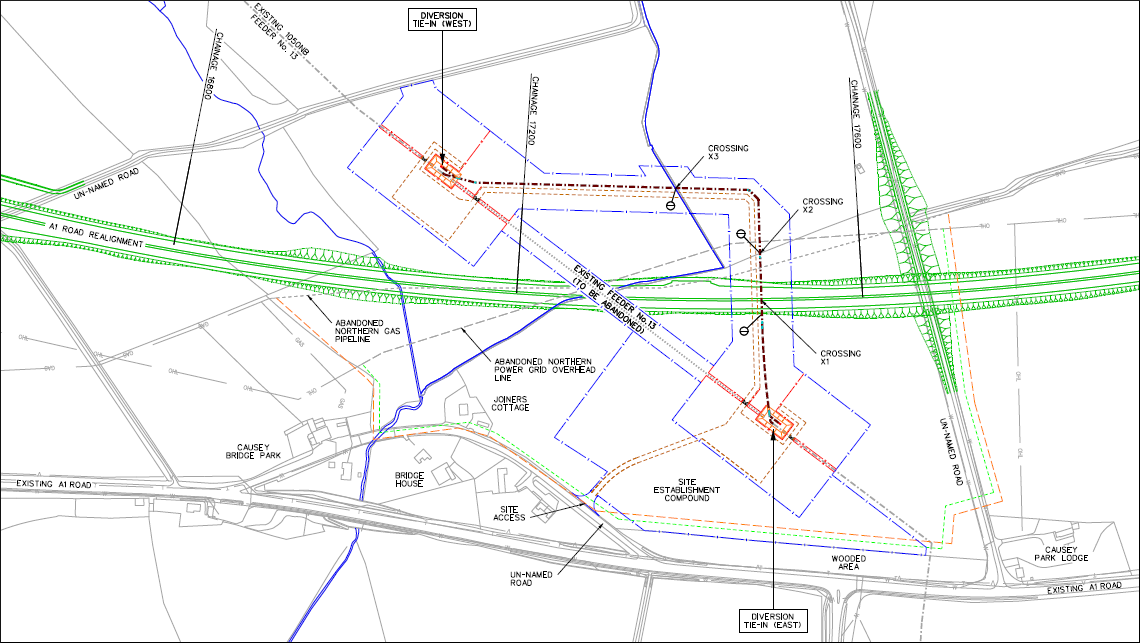
Plan of Pipeline Diversion Route
SERVICES DELIVERED
All work was delivered in accordance with IGE/TD/1 Edition 5 and NG specifications T/SP/PW/11 Parts 1 & 2 and T/SP/SSW/22. The project was executed during the COVID-19 Pandemic, with all activities adhering to social distancing guidelines and COVID-19 Risk Assessments.
The diversion began at the Feeder 13 West Tie-in point, running underground to the North, parallel to the new A1 Motorway. It then turned East, crossing beneath the new A1 realignment works, a newly constructed road, and two minor ditches, terminating at the East Tie-in point—a total distance of ∼630m.
The new 1050mm (42”) pipework was twice as thick as Feeder 13, consisting of 28.7mm walled pipe made from L450ME grade material, with each length weighing around 9 tonnes. No cold bending in the field was needed since pipework was routed using 3D forged bends.



Project Management:
- A dedicated Project Management team was established, consisting of key REL staff for detailed planning & management throughout the project lifecycle.
- Development, management & operation of the following was undertaken: Construction Programme, Risk Assessments & Method Statements (RAMS), Weld Procedure Specifications, Temporary Works Design (TW) to NG’s CE12 specification, Quality Assurance, Environmental, Health & Safety, Emergency Response, Traffic Management & Security Plans.
- Coordination of work between contractors to ensure cooperation.
- Regular liaison with the client & Principal Designer through weekly progress meetings.
Enabling Works & Site Establishment:
- Construction of bell-mouth site entrance & temporary access road.
- Erection of traffic management/road signalling in accordance with NRSWA.
- Installation of hardstanding in compound area & fencing off site.
- Setup of temporary facilities for client offices, meeting room, parking, accommodation, welfare & storage areas.
- Installation of 24/7 manned security lodge.
- Delivery of free issue pipe.
- Weld prep mods/machine transitions/WPQ/Test end fab.
- Weld procedure mechanical tests & approvals & WPS signoff.
Offsite Fabrication
To minimise on-site time, REL fabricated some pipework offsite at our HQ Workshop, including:
- Re-end prepping of Bend Pups to match 30o bevel of pipe.
- Cut pipe & fabricating machine transition pup tie-in pieces.
- Fabrication, testing, & certification of test ends.
- Fabricate of drying spools to tester’s specification.
Pipework spools were delivered to the site as needed by the REL haulage team.



Mainline Pipeline
Pipeline construction strategy was based on standard ‘spread’ technique, employing a moving production line of specialist crews.
Preparation Works:
Following site establishment, the first three weeks of construction involved preparatory works before production welding commenced. This included:
- GPS survey, setting out & demarcation fencing for diversion route.
- Trial holes including connection points, SRB & Q10 sampling.
- Topsoil stripping & installation of pipeline & utility protection measures.
- Delivery & stringing out of pipes & bends directly after offloading.
- Setup crew to orientate seam positions & prep mitred pipe ends (<1.5o).
Construction & Installation:
Once all prep work was completed mainline construction was commenced:
- Excavation of pipe trench by ‘Open Cut’ technique throughout with minimum depth of cover 1.2m.
- Use of 45 Tonne 360o excavators with V buckets to ensure trench stability.
- Route included 2No Road Crossings (A1 & new Farm Road) & 2No minor ditches.
- Fluming of ditches to remove excess water.
- Depth of cover determined by topological survey & ground investigation results: at 3.1m (A1), 2.1m (Farm Road) & 1.7 (2No ditches).
- Pipe Stringing & Welding to T/SP/P/2 above ground.
- Welding using external clamp & ‘dolly mix’ manual cellulosic procedure.
- Manual welding for front end operations & bug welding for fill cap of 1050mm (42”) butts.
- Non-Destructive Testing (NDT) by PAT (Phased Array Ultrasonic) to T/SP/NDT/2 with 100% inspection of all Butt Welds.
- Coating all pipework & joints to T/SP/CW/5.
- Lowering & laying welded pipe lengths, approximately 50 meters each due to weight, with safe ditching using two side booms.
- Backfilling with fine-grade material to T/SP/P/10 & up to stone level for A1 area.
- Pre-commissioning of new pipeline section – swabbing, gauging, filling, & testing.
- Hydrostatic Pressure Tests conducted at 122.5 bar in accordance with IGEM/TD/1.
- Desiccant dry air drying to -20o by a specialist contractor.






Tie-in Works:
- Tie-ins completed under ‘Outage’ conditions, managed by NG in accordance with T/PM/TR/17 & NRO.
- Excavation of connection pits for P18 works.
- Hand excavation used when within 3m of existing Feeder 13 Pipeline to T/SP/SSW/22.
- 7mm heavy wall pipe welded to 14.3mm Feeder 13 pipe using fabricated Transition Pups with Clam‐Shell Machines.
- Benzene test, cold cut, & Tie-in Welding completed at East & West points.
- Redundant pipework capped
- Retrospective Welds procedures & Tie-In NDT.
- Mechanical testing & RE18 documentation.
- Recommissioning Pipeline by others.
- Coating & backfilling of connection pits.
- Both Tie-ins completed successfully in one working day with 4No Golden Welds with two Welding Crews.
Removal of Abandoned Pipeline:
- Installation of stockproof fencing along abandonment route.
- Pipeline decommissioned by others.
- Pipeline depth determined, then excavation.
- Cold cutting, uplifting, cutting up, & removal of abandoned sections.
Cathodic Protection System (CP):
- Supply & installation of CP System.
- Supply & installation of pipeline furniture – CP lugs & cables, M28 Marker / Test Posts & helicopter survey posts.
- CIPS & DCVG Survey completed.
Reinstatement & Completion:
- Installation of land drainage.
- Final Reinstatement of work areas: hedge lines, regrading, topsoil replacement, removal of hardstanding & site establishment area.
- Removal of access road / bell mouth.
- Full demobilisation: site clearance, removal of fencing, cabins & other temporary structures.






OUTCOME
The project was delivered within the programme specifications and without any major issues. All works were completed on time, within budget, and in line with the approved design and RAMS.
REL fully satisfied their duties under CDM 2015 and provided full Handover Documentation, including As-Built drawings, the Health & Safety File, and Data Books, upon completion.













